


制作木质颗粒很容易或难?许多人在中国购买木质颗粒机或使用自己的颗粒磨机制造颗粒,但在大多数情况下,许多木质颗粒厂的质量不是很好。木质颗粒的质量不好,如不能形成,太高,裂缝裂缝,粉末,低输出等。
那么关键是什么?如何制作木颗粒?当你制作木颗粒时,你需要知道几个因素。
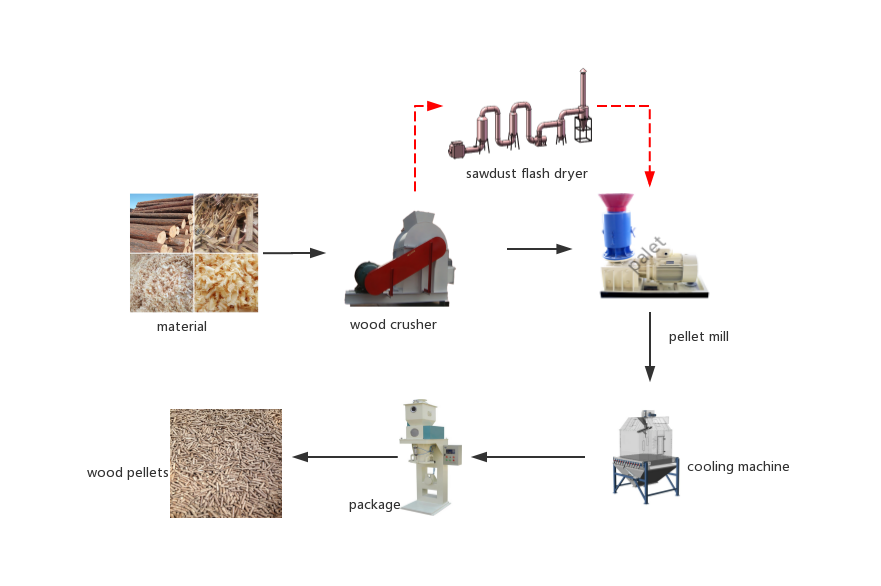
1.主要的是材料的类型和数量。
- 如果物料粒径小于5mm,水分16%左右,可用于制球。原料为木屑、木粉等。
- 如果物料粒度大于5mm,则需要粉碎。材料是原木、树枝、木块等。
- 如果水分高于16%,则需要干燥。
- 如果材料是作物吸管,苜蓿,稻壳,花生壳,草,这些材料可用于制作颗粒,但它被称为秸秆颗粒,不是木颗粒。
- 如果原料霉变,并且颜色变黑,锯末中的纤维素被微生物分解,并且材料不能被压入合格的木颗粒中。如果您想使用它,建议添加超过50%的新鲜木屑来混合,否则无法压制成合格的颗粒。
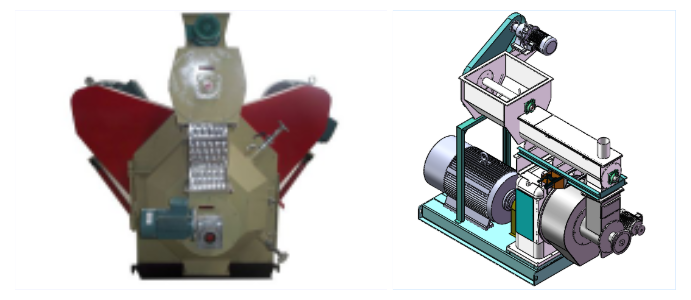
2.选择木屑颗粒磨机
根据原料的种类和数量,您可以决定使用哪种类型的球团磨。
扁平模芯片磨机在家使用,木颗粒可用作家用加热燃料。有两种类型的扁平模芯机,电动机平模芯片磨机和柴油发动机平模芯片磨机。

工厂采用环模制粒机。环模制粒机有两种类型,齿轮传动制粒机和皮带传动制粒机。平模制粒机的产量最多可达100 ~ 700公斤/小时。而环模制粒机可生产600-2000kg/h左右。
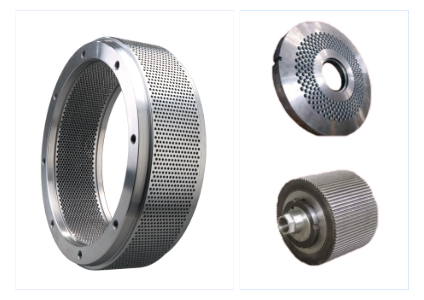
3.颗粒轧机模具材料
最重要的是选择和维护颗粒磨削。当我们制作木颗粒时,模具是最重要的部分,它决定了我们是否可以制造优质的木颗粒。
颗粒轧机模具的材料应由合金结构钢或不锈钢环模制成。用户可以根据原始颗粒材料的腐蚀选择管芯。
经渗碳淬火处理,硬度55-60HRC,平模使用寿命300-500小时。当一侧磨损时,模具可以与另一侧一起使用。环形模具的产量为5000-8000吨,需要在工厂的模具修复机进行修复。
4.颗粒磨模具的压缩比
我= d / L
T = L + M
M为缩小孔的深度
压缩比(i)是模孔直径(d)和模有效长度(L)的比值。
根据不同的原材料,用户可以选择模具的压缩比,调整具体压缩比,压缩比为8-15。
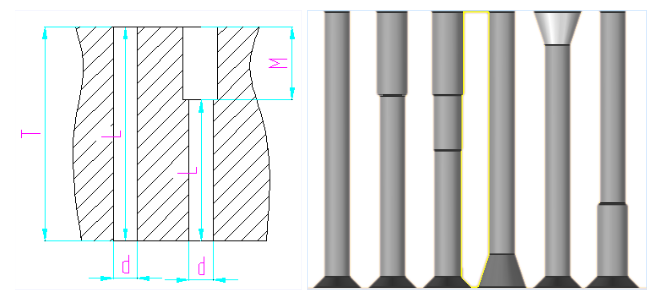
5.模具孔的形状
模孔有六种形状,需要根据材料的性质选择合适的高效形状。
6.模具的开放率
球团磨模具的开孔率是模具孔的总面积与模具有效总面积的比值。一般来说,模具开孔率越高,颗粒成品率越高。如果模具有足够的强度,就可以尽量提高环模的开孔率。
7.颗粒机模具与辊筒的匹配
提高造粒效率,延长模具使用寿命是提高造粒效率的重要技术。新环模应采用新的压辊,避免过度使用压辊。
根据物料和球团磨的特点,我们选择不同形式的压辊,以达到模具和压辊之间的最佳挤压效率。
8.丸绒磨机模具和辊之间的间隙调整
间隙配合的关键是稳定性。模具与轧辊之间的工作间隙是否合理,对模具的正确使用有着重要的影响。模具与压辊之间的间隙一般为0.1-0.3 mm。
从实际经验来看,用手转动环模时,最好是按压辊筒达到“似转动不转动”的状态。如果间隙不稳定,你必须调整它。
如果环模和辊之间的间隙太大,则材料将在辊子和模具之间滑动。如果模具和辊之间的间隙太小,则辊太小,它将导致环模和辊的磨损增加。
在开始时,模具和辊之间的间隙是调整的商场。当造粒刚刚完成时,在标准造粒期间尽可能地调节间隙,这有利于改善木材颗粒质量。
另外,在调整模辊间隙时,要注意托辊的方向,压力辊的调整方向应与模具的转向方向相反。
9.控制送料速度,控制送料位置,控制料层分布。
10。防止金属或异硬材料进入木质颗粒磨机模具和辊子之间
当金属或其他硬物进入模具和压辊之间时,环模和压辊容易损坏,所以在制作木屑颗粒前应将材料清理干净。
有必要进行清理,避免混入大块砂子、砂子、铁块、螺栓和铁屑等硬质颗粒的物料。如果不清洗,不同硬材料的夹杂加速了模具的磨损,导致模具多力。当力超过模具的强度极限时,模具就会出现盲孔过多,断裂现象。